







Epoxidharzfolie

HG-514E ist eine bei mittlerer Temperatur modifizierte Epoxidharzfolie, deren Harzfließfähigkeit zur Verbesserung der Oberflächenqualität von Kohlenstofffasern geeignet ist. Es hat eine gute Zähigkeit, hohe Festigkeit, starke Herstellbarkeit und ist einfach zu verwenden oder kann zur Gewebeimprägnierung verwendet werden.
Physikalische Leistung: Transparente und gleichmäßige Beschichtung und Dicke sind gewährleistet.
Gewicht: 75 g/m²2, 100g/ m2, 125g/ m2, 150g/ m2, 200g/m2, etc. und können auch nach Kundenwunsch angepasst werden.

Aushärtungstemperatur: 125-150 Grad
Aushärtedruck: {{0}} Bar (0,2-0,5 MPa) 130 Grad 60 min
6 Bar(0.6Mpa) 150 Grad 20min
Aushärtungszeit und -druck können je nach Faser/Harz, Form und Dicke angepasst werden.
Tg (DSC) 130 Grad (Härtung 150 Grad 30min)

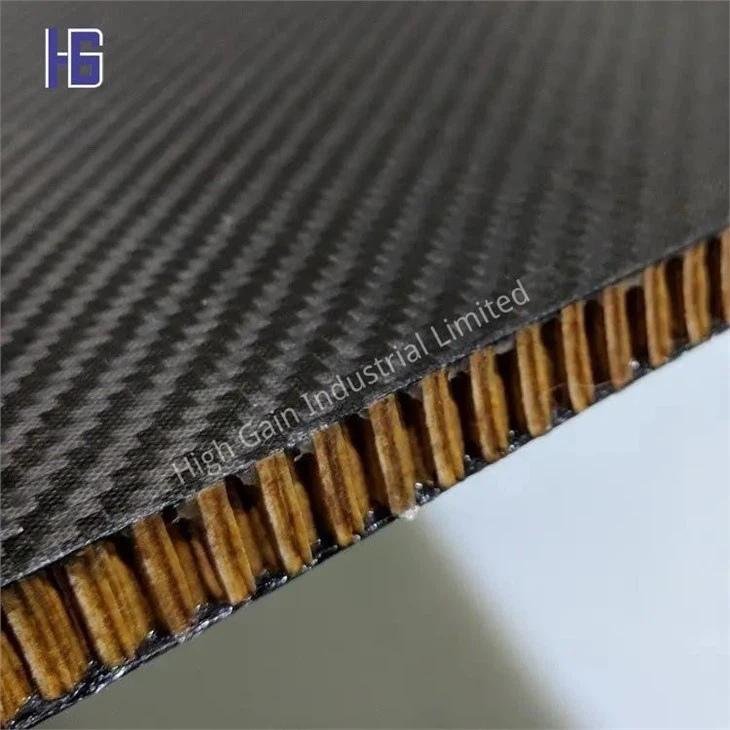
●Anwendung: Epoxidharzfolie eignet sich für Trockenformverfahren (Produktion), besonders geeignet für Produkte mit strenger Kontrolle des Harzgehalts, und kann gleichzeitig mit Epoxid-Prepreg verwendet werden.
HG-514E-Harzplatten können zur Verstärkung von Glasfaser-, Kohlefaser- oder Aramidgewebe sowie für unidirektionale oder dreidimensionale Geflechte verwendet werden. Das fertige Produkt hat eine sehr gute mechanische Festigkeit.
●Betriebsmethode:
Erstens wird das Verhältnis des Epoxidharzfilms durch die für die Produkte erforderliche Festigkeit bestimmt. Schneiden Sie die gewünschte Folienform mit einer Schere, die die Produktform umreißt. Reißen Sie eine Schicht Trennfolie auf dem Harz ab und legen Sie sie auf den vorgesehenen Stoff, und verteilen Sie dann den Stoff auf der Form. Nachdem sie zusammengeklebt sind, reißen Sie eine weitere Schicht Trennfolie auf dem Epoxid-Folienverbund ab. Falls erforderlich, kann die Anzahl der Harzfilmschichten erhöht werden. Die Arbeitstemperatur beträgt 20-30 Grad. Wenn die Arbeitstemperatur zu niedrig ist, können Sie eine Heißluftpistole verwenden.
Der minimale Harzverbrauch kann wie folgt berechnet werden:
MF/DF plus M/D=Tp
Notiz:
MF----Epoxidfilmgewicht (g/m2)
DF----Epoxidfilmdichte (g/cm3)
M-----Stoffgewicht (g/m2)
D-----Faserdichte (g/m2)
Tp----Produktdicke (mm)
Um die Blasen vor dem Aushärten zu entfernen, wird empfohlen, einen Vakuumdruck von 0,2-0,5 MPa zu verwenden. Wenn mehrschichtige Harzfilme verwendet werden, können sie mit einer Stachelwalze gerollt werden, um die Luft abzuführen.
Der Epoxidfilm kann auch zusammen mit dem Prepreg verwendet werden. Die Hauptüberlegung ist der Ausstoß von Luftblasen. Der entsprechende Druck kann die Fasern vollständig durchdringen, wenn die Temperatur erhöht wird. Das Aussehen des fertigen Produkts kann mit dem des Autoklaven vergleichbar sein.
●Härtung:
HG-514E wird im Allgemeinen 20 Minuten lang bei 150 Grad oder 60 Minuten lang bei 130 Grad ausgehärtet. Nach dem Aufheizen der Form laufen zwei Prozesse ab:
■ Die Viskosität des Epoxidharz-Klebefilms nimmt mit steigender Temperatur ab, sodass das Gewebe imprägniert wird.
■ Das Epoxidharz härtet mit steigender Temperatur aus.
Daher sollte genügend Zeit vorhanden sein, um das Harz fließen zu lassen und das Gewebe gründlich zu füllen, wenn es die Verfestigung erreicht. Daher müssen die folgenden zwei Temperaturen bestimmt werden:
----Imprägnierungstemperatur. Die Imprägnierungstemperatur von HG-514E beträgt etwa 80 Grad. Das Harz fließt leichter bei hoher Temperatur, aber die Zeit ist relativ kurz.
----Härtungstemperatur: Das Harz wird bei dieser Temperatur gehärtet. Theoretisch sollten sich Aushärtezeit und -druck auf die vollständige Aushärtung beziehen.
Aber tatsächlich kann der Epoxidfilm auch bei einer niedrigeren Temperatur ausgehärtet werden und muss nur den Nachhärtungsprozess erhöhen. Wenn das Produkt nicht vollständig aushärtet, wird die Produktfestigkeit relativ reduziert.
●Lagertemperatur: 4 Grad 3 Monate; -18 Grad 6 Monate
●Verpackung: doppelseitiger Trennfilm; 1*100 m/Rolle.

Beliebte label: Epoxidharzfolie
Ein paar
KostenloseDer nächste streifen
KostenloseDas könnte dir auch gefallen





Anfrage senden